OPTIMIZACIJA PROCESA KONSOLIDACIJE ZA KERAMIKU OD LETECEG PEPELA OPTIMIZATION
MICROSOFT NET STUDIJA SLUČAJA NAMENSKOG REŠENJA OPTIMIZACIJA TROŠKOVA KROZOPTIMIZACIJA PROCESA KONSOLIDACIJE ZA KERAMIKU OD LETECEG PEPELA OPTIMIZATION
OPTIMIZATION OF THE PROCES PARAMETER OF PRODUCTION OF THE CERAMICS FROM WASTE MATERIALS
OPTIMIZACIJA PROCESA KONSOLIDACIJE ZA KERAMIKU OD LETECEG PEPELA
OPTIMIZATION OF THE PROCESS OF CONSOLIDATION FOR FLY ASH CERAMICS
Biljana Angjusheva*, Emilija Fidancevska, Kiril Lisichkov, Vojo Jovanov
Faculty of Technology and Metallurgy, University “Ss Cyril and Methodius”
Rudjer Boskovic 16, Skopje, Republic of Macedonia
E-mail: [email protected]
Phone:++389 (0)2 3088275
Fax:++389 (0)2 3065389
Apstract
U okviru ovog rada proucavana je optimizacija procesa konsolidacije keramike, dobijene iz leteceg pepela. Keramika je dobijena putem konsolidacije leteceg pepela iz termoelektrane REK Bitola, Republika Makedonija. Proces optimizacije je izveden oslanjajuci se na glavne procesne parametere, kao sto je :pritisak na presovanje, temperatura sinterovanja i brzina zagrevanja kao i njihove interakcije na svojstva dobijene guste keramike : porozitet i jacina savijanja. Optimizacija je izvedena primenom 3D modela povrsine, a postignuti rezultati prezentirani su graficki i analiticki . Procesirani rezultati kao i proces optimizacije radjeni su primenom softverskog paketa “Statgraphics Centurion”.
Abstract
In the frames of this work, an optimization of the process of consolidation of fly ash ceramics has been study. The ceramics was obtained through the process of consolidation from fly ash from thermal power plant REK Bitola, Republic of Macedonia. The process of optimization is conducted of the main process parameters such pressing pressure, sintering temperature and heating rate and their interactions on the properties of obtained dense ceramic such porosity and bending strength. The optimization has been performed through application of 3D surface model and obtained results are presented in the graphical and analytical form. Processing results and the process of optimization were performed by “Statgraphics Centurion” software package.
Key words: optimization, consolidation, process parameters, fly ash, ceramics
Introduction
Significant amounts of solid waste are produced during combustion of coal in thermal power plants. This waste essentially constitutes of bottom and fly ash. About 80% of the ash is captured in the electrostatic precipitators as the fly ash. The physical and chemical properties of the fly ahs depend on the type of coal used and the combustion conditions. Fly ash presented as a fine powder contains valuable oxidize sources such as SiO2, Al2O3, CaO and other oxides. These oxides can provide low cost material resource for ceramic industry. Fly ash utility and applications have been intensively studied in recent years. The highest utilization of coal fly ash is in the construction industry [1-2], then road base construction [3,4], landfill liners [5,6], and agriculture [7,8]. There has been considerable research on the production of ceramics from coal fly ash with the addition of the natural raw materials or waste materials [9-11]. In general, since the main objective is to reutilize the waste material, the quantity of pure materials must be kept as low as possible.
The aim of this paper is to optimize the process parameters (pressure, temperature and heating rate) in relation to physical and mechanical properties of the fly ahs ceramics.
Experimental
The raw material fly ash was taken from thermal power station from Republic of Macedonia (REK Bitola). Investigation was conducted on the fly ash with a fraction lower than 63m, coded as FA.
Pressing of the samples was performed by uniaxial press (Weber Pressen KIP 100) at P=133 and 266 MPa using PVA as plastificator.
Sintering of the compacted samples was realized in the chamber furnace in the air atmosphere at temperatures 900, 1000, 1050, 11000C, using heating rate of 3 and 100C/min and isothermal treatment at the final temperature of 60 min. The cooling of the samples was not controlled.
Bulk density of the sintered samples was determined by water displacement method according to EN-993. Porosity of the samples was calculated from the relative density.
The microstructure of the sintered fly ash samples was examined by means of scanning electron microscopy (Leica S440I).
The bending strength was measured on the sintered samples (with the dimensions of 50mmx5mmx5mm), which were subjected to a 3-point bending strength tester (Netzsch 401/3) with a 30mm span and a 0.5 mm/min loading rate. For the mechanical tests at least five samples were used and the results were averaged.
The process of optimization was conducted based on the influence of the main process parameters: pressing pressure, sintering temperature and heating rate and their interactions on the properties of obtained dense ceramic such porosity and bending strength. The optimization was performed through application of 3D surface model and results are presented in the graphical and analytical form. Software package was “Statgraphics Centurion”.
Results and Discussion
The chemical and phase composition of the investigated fly ash (a fraction less than 63m) is reported in previous work [12]. Investigated fly ash consists highly amount of SiO2, Al2O3 and Fe2O3 and CaO. The content of CaO is higher than 10% and can be characterized as Class C fly ashes.[13]
Investigation of the phase composition shows the presence of SiO2 - quartz, CaAl2Si2O8 - anorthite, Fe2O3 - hematite, NaAlSi3O8 - albite, CaSO4 - anhydrite and an amorphous phase.
The process of optimization was conducted based on the influence of the main process parameters and their interactions on the property of obtained ceramics. The response function is presented in the following figures:
Optimization process 1: optimization response of porosity as a function of sintering temperature, pressing pressure and heating rate.
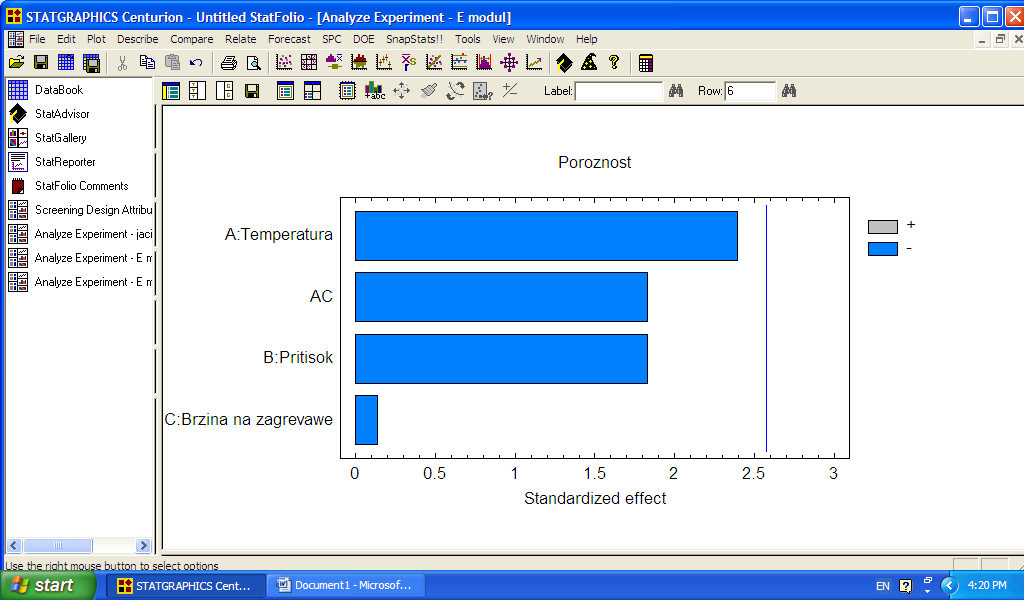
Fig. 1 Statistic influence of the main process parameters and their interactions on the porosity of FA compacts
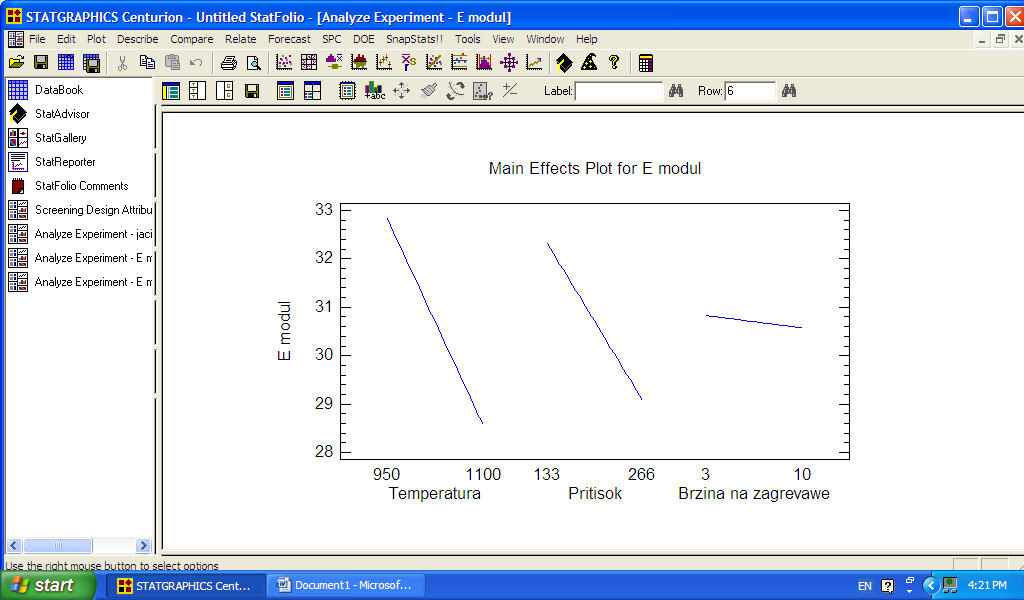

Fig. 2 Diagram of main effects of process parameters on the porosity of FA compacts
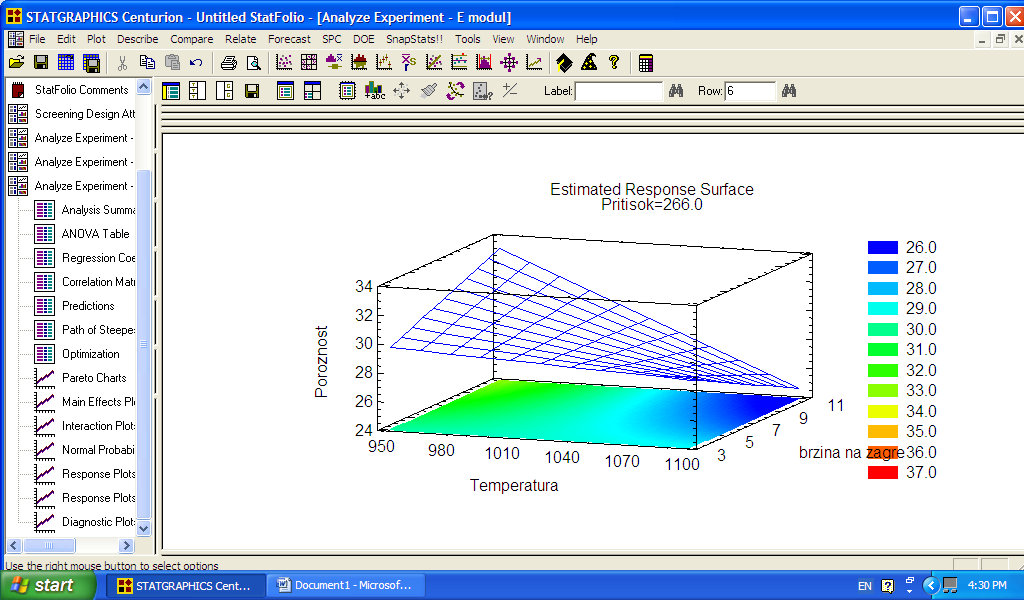
Fig. 3 3D optimization diagram of the main effects at constant value of pressing pressure (266MPa) and variable temperature (oC) and heating rate ( o/min)
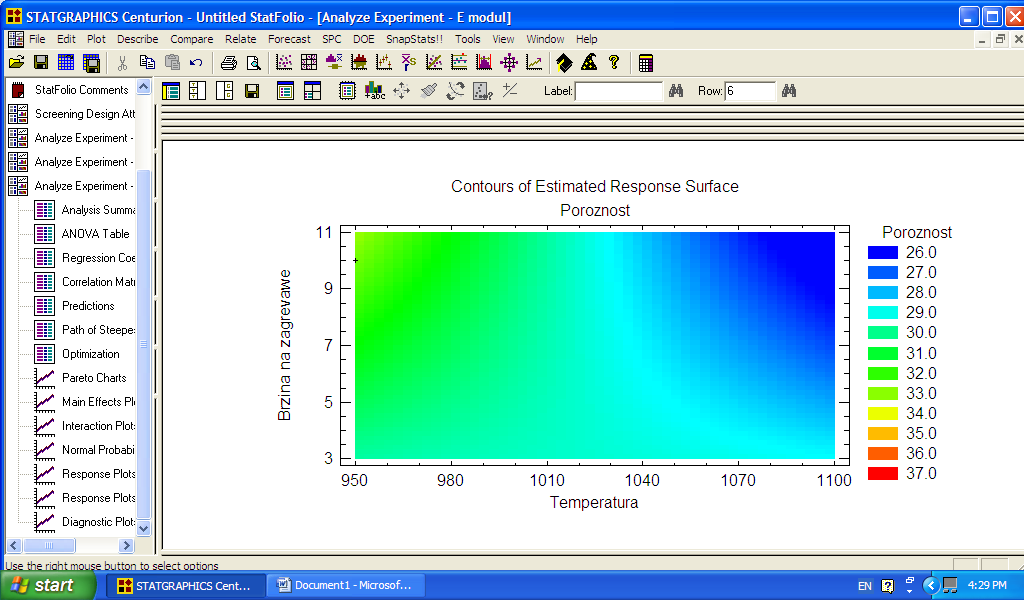
Fig. 4 Optimization diagram of the main effects at constant value of pressing pressure (266MPa) and variable temperature(oC) and heating rate ( o/min)
According to the results of the process of optimization presented by the software package, a final model equation of the porosity is:
Porosity= 23.6048+0.0119048*Temperature-0.0244361*Pressure+6.30952*Heating rate-0.00619048*Temperature*Heating rate
In this case of optimization the response value of porosity of the FA compacts was examined as a function of the process parameters – pressing pressure, sintering temperature and heating rate. It is evident that porosity of the FA compacts as the main process parameter that defines the densification of the ceramic body is directly dependent on the sintering temperature and pressing pressure. The influence of the heating rate on the porosity of the FA compacts is smaller compared to the other parameters. From the 3D optimization diagram (Fig.3) and optimization diagram of the main effects (Fig.4) it is evidant that optimal parameters are constatnt presing pressure of 266 MPa, sintering temperature 1100oC and heating rate of 10o/min
Optimization process 2: optimization response of bending strength as a function of sintering temperature, pressing pressure and heating rate.
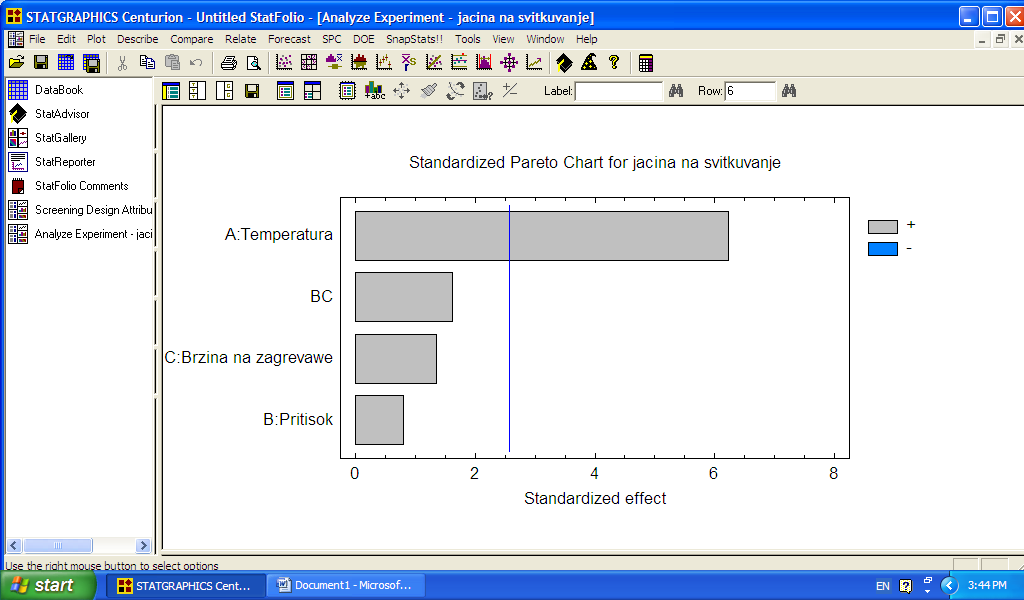
Fig. 5 Statistic influence of the main process parameters and their interactions on the bending strength of FA compacts
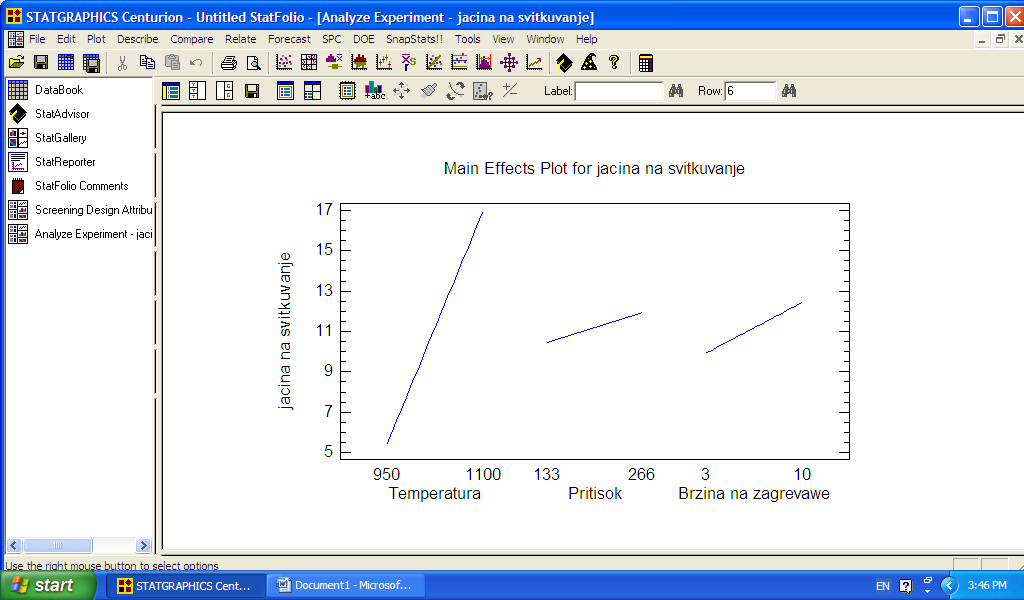
Fig.6 Diagram of main effects of process parameters on the bending strength of FA compacts
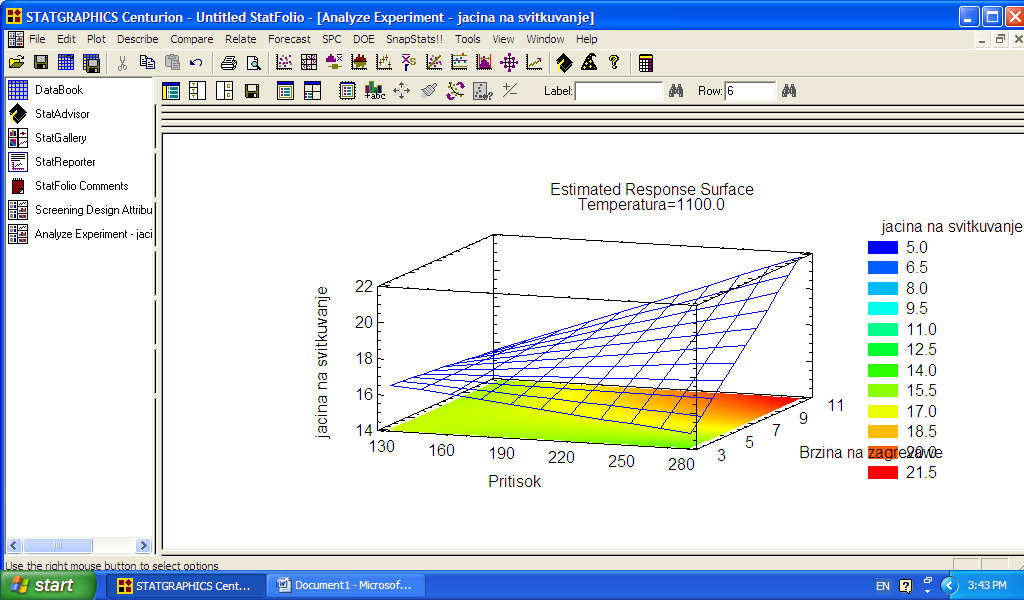
Fig.7 3D optimization diagram of the main effects at constant sintering temperature (1100oC) and variable pressing pressure (MPa) and heating rate ( o/min)
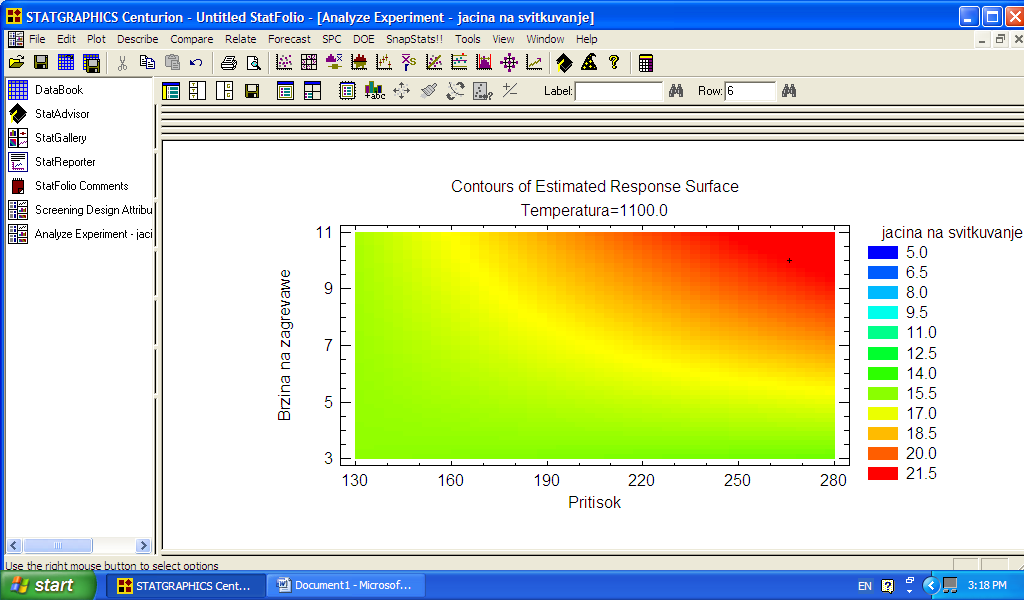
Fig. 8 Optimization diagram of the main effects at constant sintering temperature (1100oC) and variable pressing pressure (MPa) and heating rate ( o/min)
According to the results of the process of optimization presented by the software package, a final model equation of the bending strength dependence is:
Bending strength = 63.5976+0.0766667*Temperature-0.0306122*Pressure-0.928571* Heating rate-0.00644468*Pressure*Heating rate
In this case of optimization the response value of bending strength of the FA compacts was examined as a function of the process parameters – pressing pressure, sintering temperature and heating rate. By analyzing the Pareto chart (Fig.5), it is evident that bending strength of the FA compacts is directly dependent on the sintering temperature. The influence of the pressure on the mechanical properties of the sintered FA compacts is smaller compared to the other parameters. From the 3D optimization diagram (Fig.7) and optimization diagram of the main effects (Fig.8) it is evidant that optimal parameters are sintering temperature 1100oC and heating rate of 10o/min.
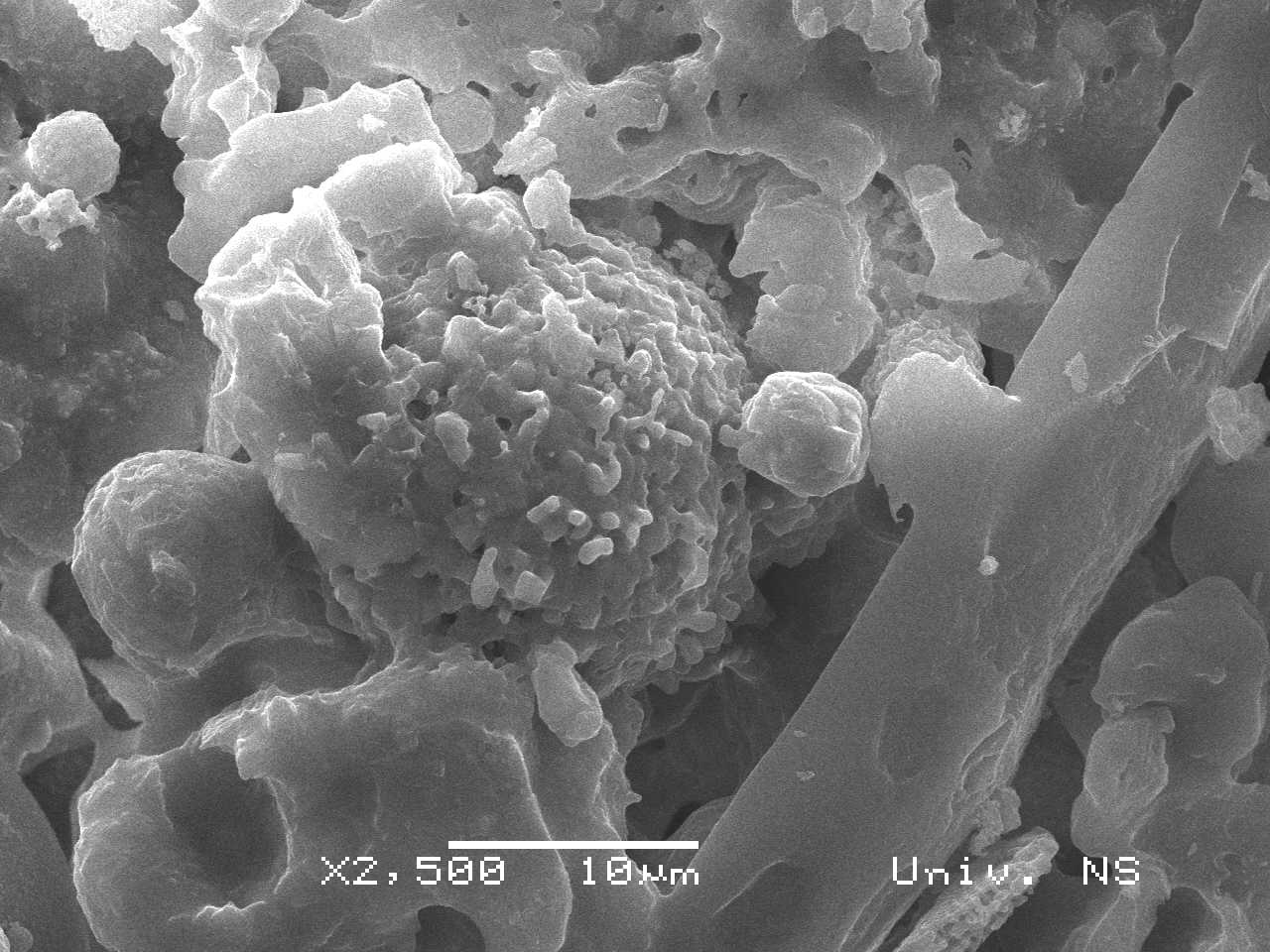
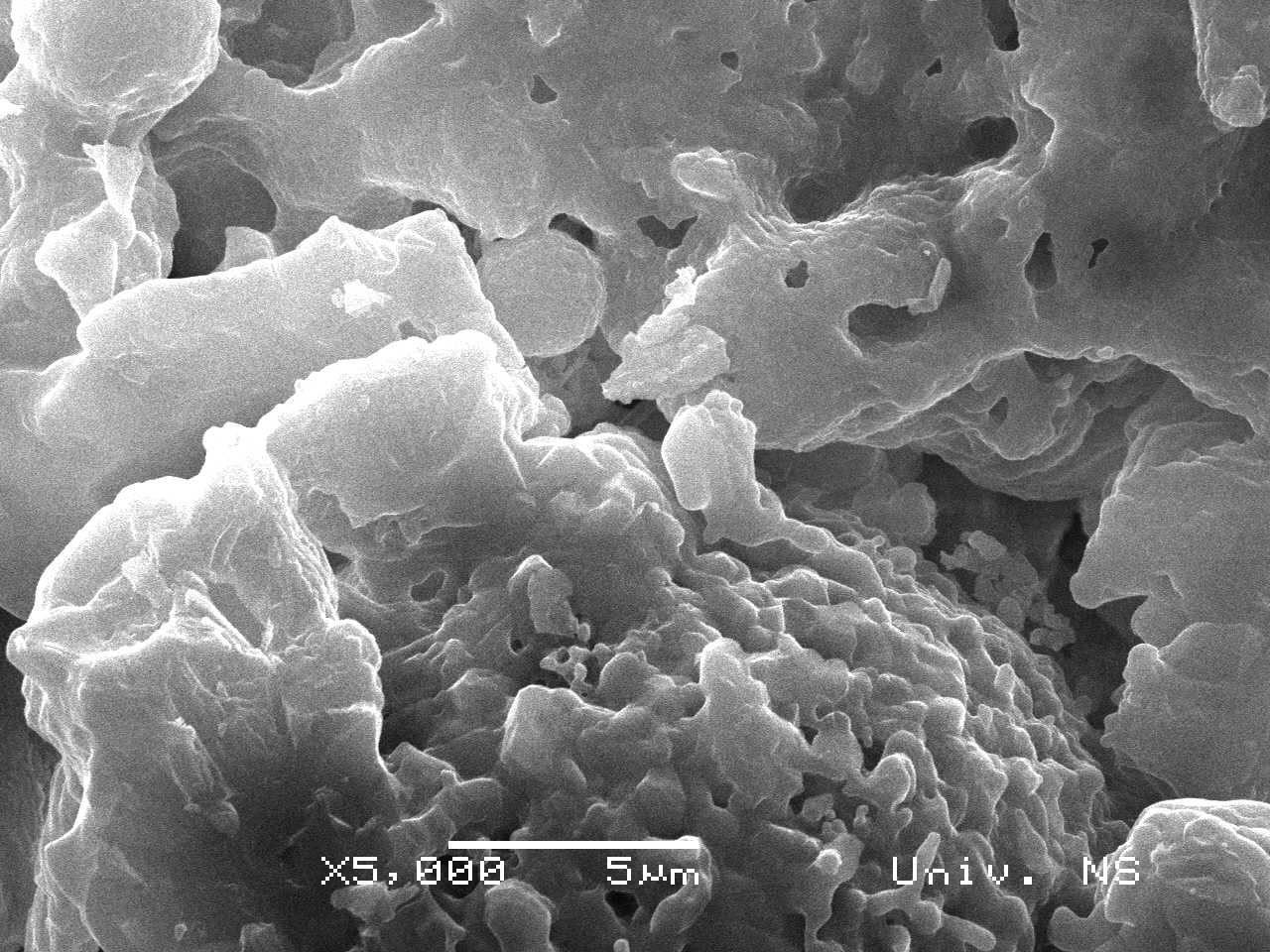
The microstructure of the fractured surface of the FA compact sintered at 11000C with a heating rate of 100/min is presented in Fig.9.
(b)
Fig. 9 SEM images for FA compacts, T=1100oC/1h, dT/d=100/min, (a)x2500, (b)x5000
The Fig.9 shows that the fractured surface of the sample is rough and granular. The presences of the liquid bridges among the grains are evident. The grains from the original morphology of the FA particles are also recognizable. The dimension of the grains varied in a wide interval (from 5 to 30 m). Part of the spherical grains has kept their individuality and their dimensions are in the interval from 5 to 20 m.
Conclusion
Fly ash from the thermal power plant REK Bitola, Republic of Macedonia, was used for production of dense ceramics.
The process of optimization was conducted based on the influence of the main process parameters and their interactions on the property of obtained ceramics.
The final model equation of the porosity is:
Porosity= 23.6048+0.0119048*Temperature-0.0244361*Pressure+6.30952*Heating rate-0.00619048*Temperature*Heating rate
The final model equation of the bending strength dependence is:
Bending strength = 63.5976+0.0766667*Temperature-0.0306122*Pressure-0.928571* Heating rate-0.00644468*Pressure*Heating rate
The produced dense ceramics are the potential materials for the construction industry
Reference
[1] K.S.Wang,K.L.Lin, Z.Q.Huang, Hydraulic Activity of Municipal Solid Incinerator Fly-ash slag Blended eco-cement, Cement and Concrete Research 31 (2001) 97-103
[2] J. Monzo,J.Paya,E,Peris-Mora A Preliminary Study on fly ash Granulometric Influence on Mortar Strenth.Cem.Con.Res., 24 (1994) 791-796
[3] A.Hilmi Lav, M.Aysen Lav, B.Goktepe, Analyses and Design of a Stabilized Fly Ash as Pavement Base Material, International Ash Utilization Symposium , 2005 , www.flyash.info, 25.02.2011
[4] A.Mistra, S.Upadhyaya, D.Biswas, Utilization of Silo Stored and Ponded Class C Fly Ash in Road Bases, International Ash Utilization Symposium , 2003, www.flyash.info, 25.02.2011
[5] E.Çokça, Use of Class C Fly Ashes for Soil Stabilization of an Expansive Soil, Journal of Geotechnical and Geoenvironmental Engineering, Vol. 127, No 7 (2001) 568-573,
[6] K.Pimraksa, A.Thongchai, Strength Enhancement Effect of Mae Moh Waste Gypsum in Lime-Fly Ash Soil Stabilization, International Conference of Puzzolan, Concrete, Geopolymer, Khon Kaen, Thailand, May (2006) 145-157.
[7] V. Kumar, K. A. Zacharia, G. Goswami, Fly Ash in Agriculture: A Perspective, www.tiffac.org.in/news/flyagr.htm, 25.02.2011
[8] V.Kumar, K.A.Zacharia, G.Goswami, Fly Ash in Agriculture: Issues & Concerns, www.tiffac.org.in/news/flyagr.htm, 25.02.2011
[9] B.Angjusheva, Production and Characterization of Glass-Ceramics From Waste Materials, Quality of life Vol. 2 No.1-2 (2011) 13-20
[10] L.Barbieri, I.Lanceloti, T.Manfredini, I.Queralt, J.M.Rincon, M. Romero, Design, Obtainment and Properties of Glasses and Glass-ceramics from Coal Fly Ash , J.of the European Cer.Soc., 24 (2004) 2825-2833
[11] B.Mangutova, B.Angjusheva, D.Milosevski, E.Fidancevski, J.Bossert, M.Milosevski, Utilization of Fly Ash and Waste Glass in Production of Glass-Ceramics Composites, Bull. of the Chem. And Tech. of Maced. 23, No.2, (2004) 157-162
[12] B.Angjusheva, E.Fidancevska, V.Jovanov, Production of ceramics from fly ash, Chemical industry and Chemical Engineering Quarterly, 2012 On line-First (00) 1-1, DOI: 10.2298/CICEQ110607001A
[13] Annual Book of ASTM Standards, B618-03, 459-467.
Tags: keramiku od, konsolidacije, leteceg, optimizacija, procesa, optimization, keramiku, pepela
- OPŠTI PODACI STUDIJSKI PROGRAM STUDIJE I CIKLUSA – PRAVNE
- SPECTRABEAMDE DIPLING BERND STEINERT HEINZKATZENBERGERSTRASSE 6B 85764 OBERSCHLEISSHEIM PHONE
- ADÓSZÁM CÉGJEGYZÉK SZÁMA ………………………………… KFT ESZKÖZÖK ÉS FORRÁSOK LELTÁROZÁSI
- 004210073.020%20Model%20instancia%20proces%20seleccio%20LABORAL%20-%20OFICIAL%20NETEJA%20-%20grup%20C2%20-%20CONSOLIDACIO%20-%20CASTELLA
- ORDENANZA Nº 1217CM02 DESCRIPCIÓN SINTÉTICA CONTROL SANITARIO TANQUES
- LISTA OFICIAL DE LOS INDICADORES DE LOS ODM LOS
- ENOTNI STANDARD POROČANJA (CRS) DIREKTIVA SVETA 2014107EU POSTOPKI
- SZANOWNI PAŃSTWO! URZĄD MIASTA I GMINY W MAŁOGOSZCZU ROZPOCZĄŁ
- EGZAMIN ÓSMOKLASISTY SZCZEGÓŁOWE INFORMACJE O ZASADACH PRZEPROWADZANIA EGZAMINU ÓSMOKLASISTY
- NOAA PACIFIC ISLANDS FISHERIES SCIENCE CENTER SMALL BOAT MISSION
- ZAŁĄCZNIK NR 2 DO ZAPYTANIA OFERTOWEGO OPIS PRZEDMIOTU ZAMÓWIENIA
- COUNTY FILED BUSINESS ASSUMED NAME CERTIFICATE OF
- UN MES DESPUÉS EL AMBIENTE EN LA INDUSTRIA AZUCARERA
- REPUBLIC OF LATVIA CABINET REGULATION NO 280 ADOPTED 24
- AEROSOLCCI+ PRODUCT USER GUIDE REF AEROSOLPUG ISSUE
- AIDEMAR ASOCIACIÓN PARA LA INTEGRACIÓN DEL
- 2 RESOLUCIONES 8 DE SETIEMBRE DE 2010 D110 RESOLUCION
- × EMAIL THIS PAGE TO A FRIEND YOUR NAME
- 8 INSTITUTO TECNOLÓGICO DE COSTA RICA SECRETARÍA CONSEJO INSTITUCIONAL
- CENTER FOR EDESIGN MEMBERSHIP AGREEMENT NATIONAL SCIENCE FOUNDATION INDUSTRYUNIVERSITY
- 1 HALLAR LA CANTIDAD DE DIVISORES Y LA SUMA
- 4 INSTRUCTOR’S NOTES FOR INTERNATIONAL NEGOTIATIONS VIDEO PLEASE SEE
- CONTRACT PERIOD FOR TASK AND DELIVERY ORDER CONTRACTS DFARS
- 18 CIRCULAR N°15 DEL 11 DE MARZO DEL 2005
- ………………………DNIA………………… ………………………………… ………………………………… IMIĘ I NAZWISKO – NAZWA PRZEDSIĘBIORCY
- CONTRATACIÓN DEL SERVICIO DE MANTENIMIENTO INTEGRAL DE LA SEDE
- M ĚSTSKÁ ČÁST PRAHA 13 ÚŘAD MĚSTSKÉ ČÁSTI
- 11 DEL PLAN A LA ACCIÓN 27
- THE MAGNETIC FIELD OF A PERMANENT MAGNET THE MAGNETIC
- TIPO NORMA LEY 20393 FECHA PUBLICACIÓN 02122009 FECHA PROMULGACIÓN
 II MUESTRA DE TEATRO ESCOLAR DE CIUDAD REAL –
II MUESTRA DE TEATRO ESCOLAR DE CIUDAD REAL – ANTRAG AUF BETRAUUNG MIT DER SCHULWEGPOLIZEI GEMÄSS § 97A
ANTRAG AUF BETRAUUNG MIT DER SCHULWEGPOLIZEI GEMÄSS § 97A NUTRIENT – PHYTOPLANKTON – ZOOPLANKTON MODELING MODELS INCORPORATING NUTRIENTS
NUTRIENT – PHYTOPLANKTON – ZOOPLANKTON MODELING MODELS INCORPORATING NUTRIENTS IAVPDC PAGE 2 WIPO E IAVPDC1 ORIGINAL ENGLISH DATE
IAVPDC PAGE 2 WIPO E IAVPDC1 ORIGINAL ENGLISH DATESCOTT CARSON KEYNOTE ADDRESS ICAOMCGILL “AVIATION SAFETY SECURITY &
 CUADRO DE TEXTO 2 RESOLUCIÓN DEL (CARGO Y ENTIDAD
CUADRO DE TEXTO 2 RESOLUCIÓN DEL (CARGO Y ENTIDAD ŠEŠIAMEČIO KALBINIAI GEBĖJIMAI MOKYKLAI PASIRENGĘS ŠEŠIAMETIS TURĖTŲ GEBĖTI ELEMENTARIAI
ŠEŠIAMEČIO KALBINIAI GEBĖJIMAI MOKYKLAI PASIRENGĘS ŠEŠIAMETIS TURĖTŲ GEBĖTI ELEMENTARIAI Nº PROCEDIMIENTO 030622 CÓDIGO SIACI SKKF CONSEJERÍA DE FOMENTO
Nº PROCEDIMIENTO 030622 CÓDIGO SIACI SKKF CONSEJERÍA DE FOMENTOUNIVERSIDAD METROPOLITANA DEPARTAMENTO DE CIENCIAS BÁSICAS GENERALES BIOESTRUCTURA
DEPARTMENT OF MEMORANDUM VETERANS AFFAIRS DATE FEBRUARY 15 2005
 PONTIFICIA UNIVERSIDAD CATÓLICA DE CHILE VICERRECTORÍA DE INVESTIGACIÓN
PONTIFICIA UNIVERSIDAD CATÓLICA DE CHILE VICERRECTORÍA DE INVESTIGACIÓN CHAPTER 3 SYNOPSIS “POLITICAL PARTIES AND PARTY SYSTEMS” WHY
PROJECT MANAGERS CSC JAY HOUSER JAYHAUSERCERNCH DT MARCO DALLAVALLE
SANIERUNG STADTKERN BITTERFELD STÄDTISCHE GESTALTUNGSRICHTLINIE KONKRETISIERUNG DER ZIELE ZUR
 prilog-03-IZJAVA-SUVLASNIKA
prilog-03-IZJAVA-SUVLASNIKA TEMARIO ESPECÍFICO ESTT OEP 2011 ESPECIALIDAD GESTIÓN DEL
TEMARIO ESPECÍFICO ESTT OEP 2011 ESPECIALIDAD GESTIÓN DEL LOGO CONTRAPARTE CONVENIO MARCO DE COOPERACIÓN ENTRE LA UNIVERSIDAD
LOGO CONTRAPARTE CONVENIO MARCO DE COOPERACIÓN ENTRE LA UNIVERSIDAD TANULÁSRA ÖSZTÖNZŐ SEGÉDANYAGOK 1 A TÖRTÉNETI FÖLDRAJZ FOGALMA TÁRGYA
TANULÁSRA ÖSZTÖNZŐ SEGÉDANYAGOK 1 A TÖRTÉNETI FÖLDRAJZ FOGALMA TÁRGYA POZVÁNKA NA ÚVODNÍ SETKÁNÍ V RÁMCI ZAHÁJENÍ PROJEKTU „PODPORA
POZVÁNKA NA ÚVODNÍ SETKÁNÍ V RÁMCI ZAHÁJENÍ PROJEKTU „PODPORAZAŁĄCZNIK DO PODANIA – WYKAZ TOWARÓW ILUB USŁUG
